
Indigo Slasher dažymo diapazonas
Specifikacijos
| 1 | Mašinos greitis (dažymas) | 6 ~ 36 m/min |
| 2 | Mašinos greitis (dydis) | 1 ~ 50 m/min |
| 3 | Vėdinimo ilgis | 32 M (tipinis) |
| 4 | Akumuliatoriaus talpa | 100 ~ 140 m |


Sijiniai krepšiai
Savybės
| 1 | Dažymas + Dydis |
| 2 | Efektyvi gamyba |
| 3 | Minimalus siūlų plyšimas |
| 4 | Keli gamybos režimai |
| 5 | Labai automatizuota gamyba |

Sijos stabdys

Elektros spintelės dalinis vaizdas
Indigo dažymo slasher principai
1. Pirmiausia paruošiami siūlai (rutuliniu metimo aparatu virvių dažymui, tiesioginio metimo aparatu linijiniam dažymui) ir pradedami verpti nuo sijų kreilų.
2. Apdorojimo dėžėse verpalai paruošiami (išvalant ir sudrėkinant) dažymui.
3. Dažų dėžutės dažo siūlus indigo spalva (arba kitais dažais, pavyzdžiui, siera).
4. Indigo redukuojamas (priešingai nei oksiduojamas) ir ištirpinamas dažų vonelėje leukoindigo pavidalu šarminėje aplinkoje, o reduktorius yra hidrosulfitas.
5. Leukoindigo dažų vonelėje sukimba su siūlais, o po to, kontaktuodamas su deguonimi ant vėdinimo rėmo, leukoindigo reaguoja su deguonimi (oksidacija) ir pamėlynuoja.
6. Pakartotiniai mirkymo ir vėdinimo procesai leidžia indigo spalvai palaipsniui įgauti tamsesnį atspalvį.
7. Po skalbimo skalbimo dėžės pašalina cheminių medžiagų perteklių nuo siūlų, šiame etape taip pat gali būti naudojamos papildomos cheminės medžiagos įvairiais tikslais.
8. Dydžių nustatymo procesas atliekamas iškart po dažymo ta pačia mašina, galutinės sijos yra paruoštos audimui.
9. Kalbant apie produktyvumą, virvių dažymo gamyklos paprastai turi maždaug PERPUS gamybos pajėgumų, palyginti su 24/28 virvių dažymo gamykla.
10. Gamybos pajėgumai: apie 30000 metrų verpalų, pagamintų dažymo mašinomis.

Galva

Dydžių dėžutė

Padalinta zona

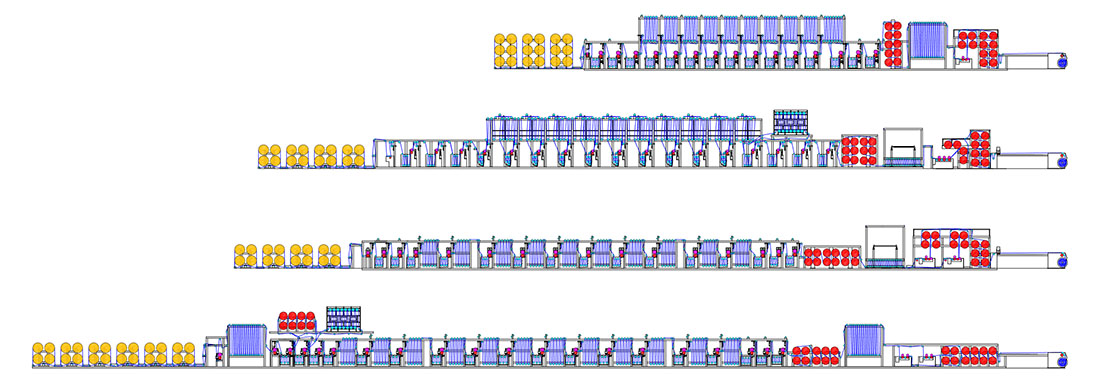
Slasher dažymo mašinos vaizdas iš viršaus


Automatinis įtempimo valdymas

Endress+Hauser srauto matuoklis

Viršutinis lapas ir apatinis lapas





